
Flow Mach 4 Dynamic XD waterjet.
Zero heat-affected zone, .001″ taper, 5-axis bevel up to 60°. The right call for hardened tool steels, exotic alloys, thick stacks, or anything where temper matters.
4 kW resonators on big tables.
84″ × 240″ tables. ±.004″ on most production thicknesses. CAD/DXF nesting handled in-house — DXF in, finished part out.


Hypertherm HPR 260 Hi-Def plasma.
Plate up to 1½″ at ≤2° bevel. Faster than oxyfuel, sharper than torch, on the right material at the right thickness.
BURNY CNC oxyfuel for thick plate.
The right tool when laser and plasma run out of room — heavy plate up to 10″ thick, on a CNC table for repeatable production parts.

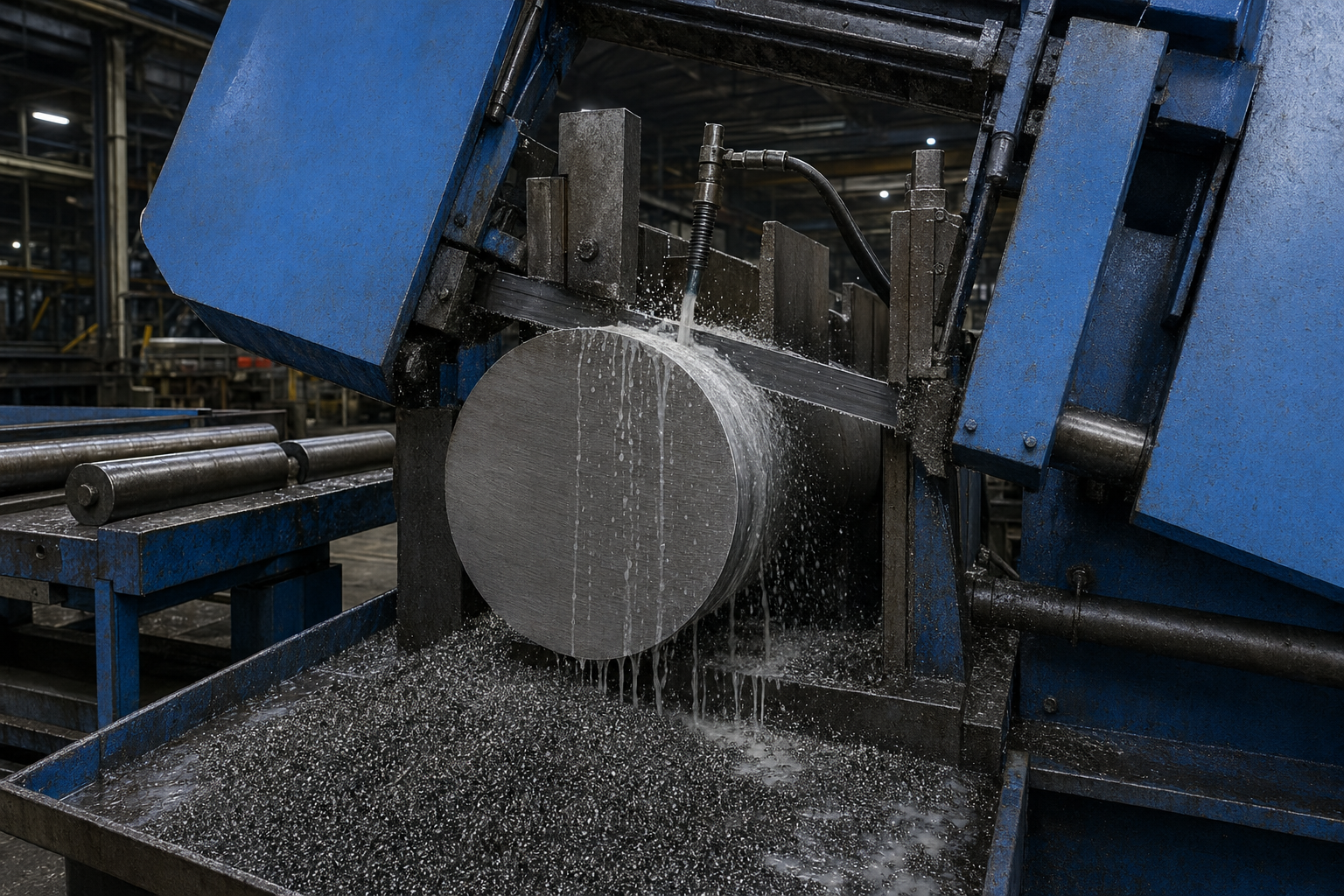
Six HEM saws. 19″×28″ capacity.
Cut-to-length on round, square, flat, and structural. Bar-end paint preserved for warehouse traceability.
Cincinnati shears, 96″ × 240″.
3⁄8″ × 96″ × 240″ Cincinnati hydraulic shears. Volume blanking on plate and sheet, no torch dross, no laser cycle time.


Precision plate & six-side block.
Plate milled flat and parallel; block milled 2-, 4-, or 6-side square-ground. Order cavity steel from Lindquist and have it ready-to-machine before it hits your dock.
Blanchard, surface, centerless.
Tight thickness on plate (Blanchard), parallel finish (surface), and round-bar OD prep (centerless). Pairs with mill for ready-to-EDM blocks.

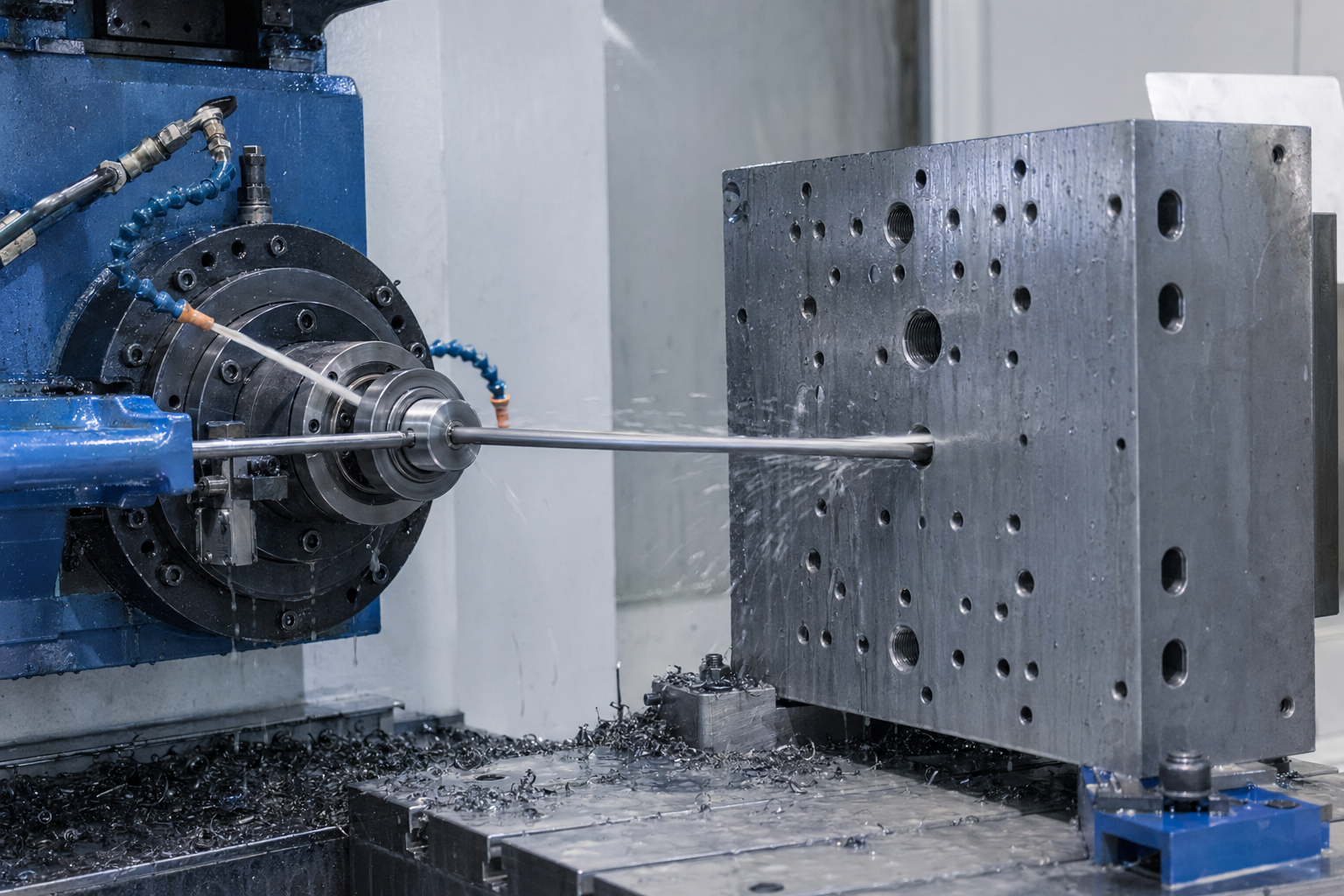
Cooling channels, deep holes.
Deep-hole gun drilling for mold cooling lines, cores, or any tool steel block that needs a long, straight, clean bore.
NADCAP partner network.
We coordinate heat treating through our qualified partners — vacuum, salt, atmosphere, induction, plus PVD/CVD/TD and nitride. One PO, one cert package.


Bar-coded JIT, kitting, kanban.
Customer-owned consignment, kanban replenishment, special stocking. Your inventory in our warehouse, billed when pulled.
Own fleet across NE + Tri-State.
GPS-tracked. CT, MA, RI, VT, NH, NY, NJ on our trucks; carrier partners reach the rest of the country.
